En la industria de sabores y fragancias, el proceso de envasado de productos alimentarios es esencial para garantizar la calidad y la satisfacción del consumidor, pero muchas empresas optan por tercerizarlo.
A continuación, exploraremos algunas de las necesidades fundamentales de una planta de envasado de alimentos y por qué es importante cumplir con las normativas establecidas para el desarrollo de sus procesos.
Necesidades en el envasado de alimentos
Necesidades en el envasado de alimentos
Protección del producto: el envasado adecuado garantiza la protección del producto contra la humedad, la luz, el oxígeno y otros factores que pueden afectar su calidad y vida útil.
Conservación del sabor y aroma: el envasado debe preservar el sabor y aroma característicos del producto, evitando la contaminación cruzada y el contacto con olores y sabores indeseables.
Información al consumidor: debe proporcionar información clara y precisa sobre el producto, incluyendo los ingredientes, las instrucciones de uso, la fecha de caducidad y cualquier advertencia relevante.
Garantizando la calidad en cada etapa
Garantizando la calidad en cada etapa
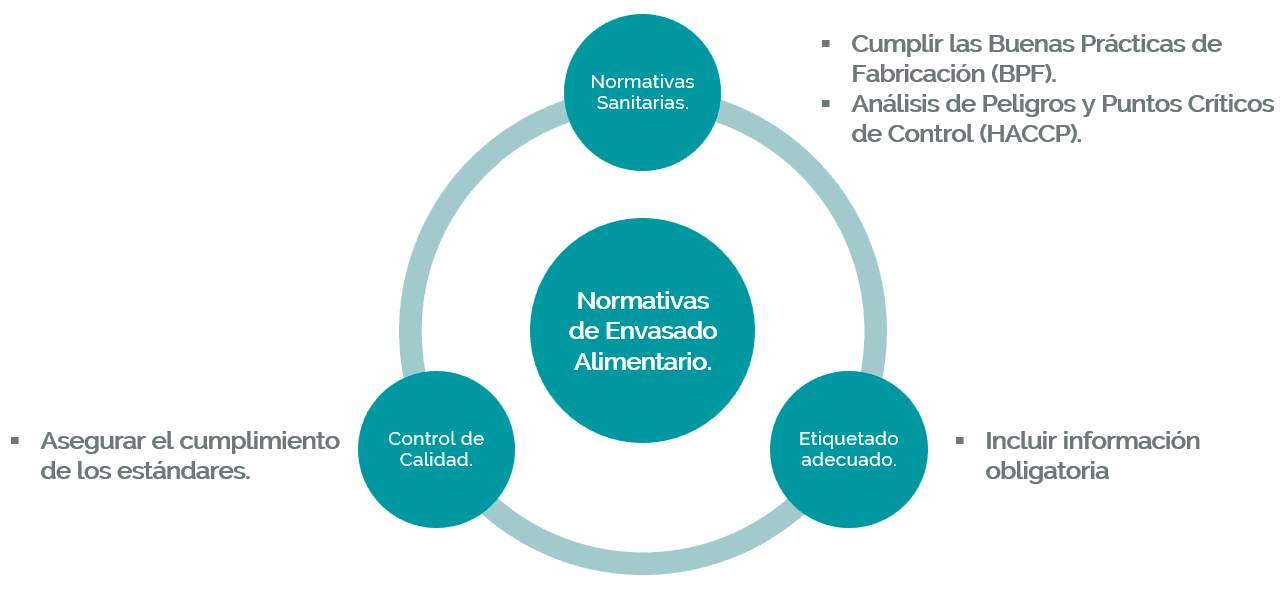
Las Buenas Prácticas de Fabricación (PPF) o Good Manufacturing Practices (GMP) en inglés, son la piedra angular que establece las directrices para asegurar la fabricación segura de alimentos. Estos estándares son fundamentales para cualquier planta de alimentos en donde se lleven a cabo procesos específicos, como el envasado de productos en polvo.
Etiquetado adecuado y cumplimiento normativo
Etiquetado adecuado y cumplimiento normativo
El etiquetado de productos alimentarios es un componente crítico para garantizar la seguridad y la transparencia hacia los consumidores. El cumplimiento de las normativas específicas de cada país es imperativo y requiere la inclusión de información obligatoria, como:
- Listado de ingredientes: un detalle completo de los componentes utilizados para la fabricación del producto.
- Información nutricional: detalles sobre el valor nutricional del producto para informar a los consumidores.
- Advertencias y alergias: es crucial destacar cualquier alérgeno presente en el producto para proteger a aquellos con sensibilidades alimentarias.
Normas y estándares
Normas y estándares
A continuación, enlistamos algunas normas y estándares relevantes para la industria de alimentos:
- ASHRAE 90.1: requisitos energéticos para edificios excepto los residenciales de baja altura.
- ASHRAE 55.1: condiciones ambientales térmicas para la ocupación humana.
- ASHRAE 52.2: Método de prueba de dispositivo de limpieza de aire de ventilación general para determinar la eficiencia de eliminación por tamaño de partícula.
- ASHRAE 62.1: ventilación para una calidad aceptable de aire interior.
- AHRI
- ISO 14644: clasifica la pureza del aire interior, especificando límites para partículas sólidas y viables.
- FEUM (Farmacopea de los Estados Unidos Mexicanos): establece estándares para la producción y control de calidad de los productos farmacéuticos en México.
- NOM 043-SEMARNAT-1993: determina niveles máximos permisibles de emisión a la atmósfera de partículas sólidas provenientes de fuentes fijas.
Caso práctico: optimización del proceso en una planta de alimentos en polvo
Caso práctico: optimización del proceso en una planta de alimentos en polvo
La planta de alimentos en polvo (la cual estaba ubicada en el estado de Toluca), presentaba diversos desafíos, principalmente la gestión inadecuada del polvo generado durante las etapas de mezclado, envasado y sellado, pues la acumulación de polvo no solo afectaba la calidad del producto, sino que también planteaba riesgos de seguridad, especialmente debido a la posible combustibilidad y peligro de explosione.
Se abordó el caso de manera integral, implementando soluciones específicas para mejorar la seguridad, eficiencia y sobre todo el cumplimiento normativo en la planta.
Para dar solución a las diversas problemáticas que existían de este proyecto, se propusieron las siguientes estrategias:
- Sistema de agua helada y recuperación de energía
Se introdujo una planta de agua helada, la cual esun sistema de utiliza agua como medio de transferencia de calor, en donde el agua es enfriada por un chiller y distribuida por una red de tuberías e impulsada por las bombas de agua. En este sistema se incorporó también un recuperador de energía, contribuyendo a mantener las condiciones térmicas óptimas en la planta.
- Sistema de captación de polvo
Se diseñaron y establecieron campanas y mangueras especializadas (trompas de elefante) para mejorar la captación de polvo durante el proceso de mezclado y envasado, al igual se instaló un colector de polvo eficiente para reducir las emisiones y garantizar un ambiente de trabajo más limpio.
- Control de humedad y prevención de explosiones
Se implementó un sistema de humidificación para mantener la humedad relativa controlada entre el 30% y 55%, reduciendo así el riesgo de explosiones en entornos con polvo. Este control de humedad también contribuyó a mejorar la manipulación de los productos y prevenir la formación de nubes de polvo durante el proceso.
- Normativas y cumplimiento
Se aseguró el cumplimiento de normativas específicas, como la ISO 14644 para cuartos limpios, la NOM 059 para emisiones y la NOM 043 para el monitoreo de partículas sólidas en el ambiente.
- Monitoreo y seguridad adicional
Se implementaron sensores de presión en diferentes áreas para garantizar la presión adecuada en cada espacio, contribuyendo a mantener condiciones controladas y evitar la contaminación cruzada.
- Chimeneas para muestreo
Se diseñaron y colocaron chimeneas específicas para el muestreo de partículas sólidas, cumpliendo con normativas adicionales como la NOM 043 y la NMX-A-009.
- Ventilación en el almacén
Dado que se trataba de un espacio de almacenamiento, se tomaron medidas para asegurar que el aire inyectado cumpliera con altos estándares de filtración, con una eficiencia superior al 95%.
Además, se llevó a cabo un análisis detallado de la dirección del flujo de aire, considerando los planos. Este análisis fue fundamental para crear un sistema de ventilación que evitará la contaminación cruzada entre las diferentes áreas del almacén. La presencia de materia prima, productos alérgenos y no alérgenos subraya la importancia de mantener condiciones controladas para prevenir la contaminación de productos sensibles.
Dado que los espacios eran considerablemente altos y requerían un volumen significativo de aire, se optó por instalar unidades de ventilación en el techo junto con extractores. Este enfoque no fue de ventilación cruzada, donde el aire se inyecta y extrae desde el mismo lado. En cambio, se implementó un sistema que inyecta aire limpio desde un lado y extrae el aire contaminado desde el otro lado, creando un barrido efectivo para controlar el polvo y mantener la calidad del aire.
Resultados y beneficios
Resultados y beneficios
La implementación de estas soluciones resultó en una planta más segura, eficiente y en cumplimiento con las normativas aplicables, pues se logró reducir significativamente la acumulación de polvo, mejorando las condiciones de trabajo, y garantizando la calidad del producto final.
La combinación de sistemas de captación de polvo, control de humedad, y tecnologías de agua helada contribuyó a optimizar el proceso de producción y mitigar los riesgos asociados con productos en polvo.
Si estás interesado en conocer más sobre cómo podemos ayudarte a optimizar tus procesos y garantizar el cumplimiento de normativas, no dudes en ponerte en contacto con nosotros. Déjanos aquí tus datos y estaremos encantados de proporcionarte la asistencia necesaria para tu proyecto.

{kind=link}